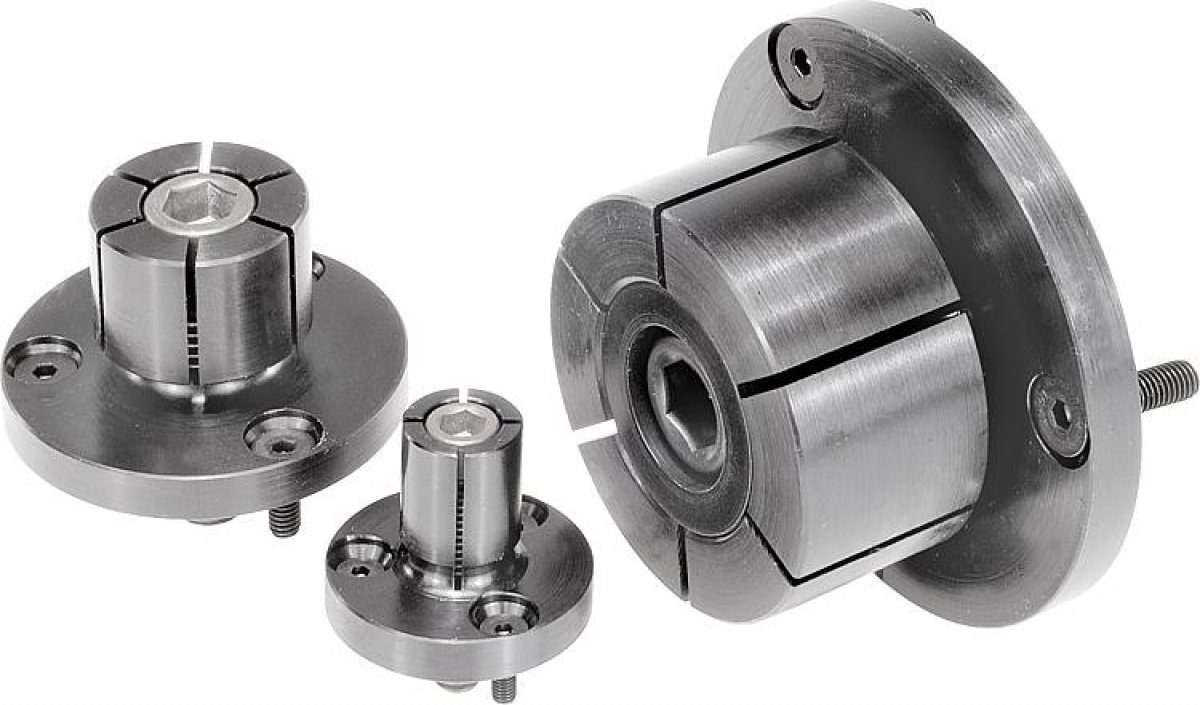
Le mandrin de centrage convient tout particulièrement pour la reprise d’usinage de pièces tournées. Le diamètre D peut être adapté au diamètre de serrage de la pièce à usiner, soit par tournage, soit par rectification. Le mandrin se caractérise par sa hauteur réduite et par l’absence de griffes de serrage encombrantes. Le serrage peut être effectué à l'aide d'une clé à six pans ou par force hydraulique.
Matière :
Corps : acier.
Vis à tête conique : acier de cémentation.
Finition :
Corps : bruni.
Vis à tête conique : acier cémenté et trempé.
Montage :
Ouvrir le mandrin de centrage à un diamètre supérieur d’environ 0,1 mm (course de serrage) au diamètre de repos. Ensuite, usiner le mandrin sur un tour ou une fraiseuse jusqu’à obtenir le diamètre intérieur de la pièce à usiner.
Au besoin, la bride peut être centrée dans un alésage prévu à cet effet ou à l’aide de goupilles ajustées.